
If you have used the 4th Axis rotary mill and notice your project come out inverted you will need to update the settings in UCCNC.


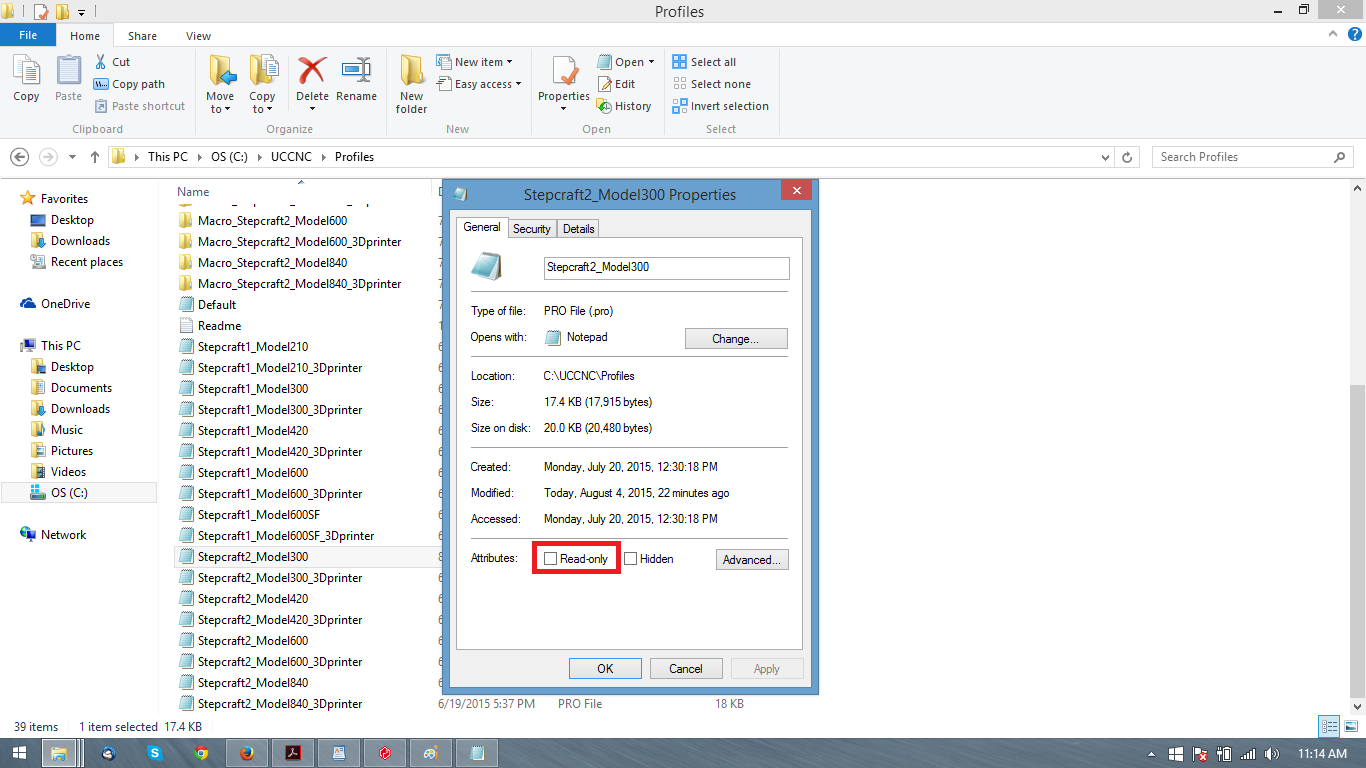
In order to be able to save the changes to you Stepcraft profile in UCCNC you first need to make sure the profile file is not set to read only. If you have previously installed the tool length sensor you would have verified this during the install already. If you have not open Windows Explorer and navigate to the C:\UCCNC\Profiles folder find the .PRO file for your machine, right click and choose properties, make sure the box marked read only is NOT checked. IF you made a change click apply, then OK.
Now you can open UCCNC through the normal profile shortcut, when UCCNC opens go to the Configuration tab, Axis setup, and A Axis. You will see “Dir pin:” in the list, to the right check the box for “Active Low” then click apply settings, then save settings.
This will now save to the profile so it will be the same when you open UCCNC again.
Leave A Comment